有什么不同?
我们一直听到 - 轨道和径向铆接有什么区别。在设计新组件和寻找合适的紧固或成型过程时,这是一个重要的主题。为了帮助您更好地理解每个流程并找到正确的解决方案,我们将一些比较考虑在内。
形成一个榫头
轨道和径向铆接中最明显的区别是喷丸的刀具路径。通过轨道铆接,喷丸保持固定角度,通常为6°,并以圆周运动在紧固件上旋转。当它沿着榫头旋转时,它会轻柔地形成材料。 6°角比压力机减少80%的力,并产生大约10%的侧向载荷。径向铆接是完全不同的。径向喷丸工具从中心开始,以fleurette设计向外形成。这个过程产生较少的侧向载荷,但是当它直接在凸榫上行进时需要更大的力。
常见用途和注意事项
由于所需的成形力,径向铆接最常用于小而精致的部件,例如内窥镜医疗工具或内部手表部件。随着铆钉尺寸的增加,成形力也增加,使得由于加工路径而在较大直径的铆钉上完成径向铆接更加困难。当工具路径直接在铆钉顶部上方行进并接近0°时,由于增加的成形力,柄部膨胀增加,这可能限制关节的铰接能力。对于轨道铆接,由于锤头和刀具路径的角度,需要较小的成形力。施加在榫头上的间接力产生的柄部膨胀较小,并且可以允许铰接关节。受益于这种类型的铆接的组件范围包括小齿轮,工业喷洒器,撞针线等。
保养
制造商应考虑的最大考虑因素是用于每种成型的长期维护和工具成本。径向铆接的加工路径比轨道铆接的加工路径大得多。需要13个转子的转子才能通过径向铆接完成一个完整的360°通道,而轨道路径只需要一个。因此,两种动力头之间的内部组件差别很大。轨道头包括三个工业标准轴承,通过卡环固定。维护包括拆卸卡环,清洁,润滑和更换轴承。平均而言,这个过程大约需要半小时,应该每40小时接触一次。轴承是标准轴承,可以在任何工具供应车间找到,这意味着您可以在紧急情况下快速更换轴承。更换轨道头的所有内部组件的总成本很低。相反,径向铆接需要更多的内部部件来形成工具路径。运动范围产生摩擦和热量,导致内部部件更快地分解。每40个机器小时(不像轨道铆接那样接触小时)润滑内部轴承,预加载弹簧和推力杯以限制热量是至关重要的。此外,摩擦预加载弹簧和推力杯以产生小花和旋转会产生磨损和增加的磨损。随着这些组件发生故障,维护所需的维护和机器停机时间也会增加。由于部件的复杂性,更换径向头部的内部部件的成本是轨道铆接的三到四倍。
做出选择
在轨道和径向铆接之间进行选择时,必须考虑总体拥有成本,连接功能,尺寸,所需的成型力以及未来的机器维护成本。维护所需的财务义务和时间不能掉以轻心,因为它会极大地影响您的吞吐量。当您接近新项目的初始设计阶段时,请致电Orbitform的专家讨论您的装配要求,以确定适当的铆接过程。我们的应用工程师和实验室技术人员随时准备与您合作,为您的装配找到最佳解决方案。
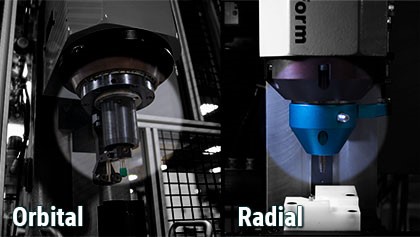
轨道与径向
发布日期:2019/3/17

